Pour la construction en moule, les pages très bien illustrées de Pierrick Ubassy sur l’Europhia et sur son grand ASH26. Même si vous n’utilisez pas de moule, beaucoup de solutions intéressantes sont exposées dans ces pages.
La méthode que je développe en dessous est plus abordable et le bilan de poids à dimensions équivalentes reste aussi plus favorable, sans parler du temps passé. Mais l’organisation et l’adresse manuelle sont dans les deux cas primordiales. Pierrick travaille très bien et démontre un réel sens de la décoration. Bravo à lui et merci pour sa collaboration involontaire…
Faire ses ailes plastique sans moule:
Cette technique a été abordée dans le numéro hors série de la revue RCM aujourd’hui disparue. Ce hors série, piloté par Jean Claude Bosquet était issu de nos cours durant les stages Copilotes au Col des Saisies. Nous étions plusieurs pilotes à avoir collaboré à ce numéro qui fera date. 30 ans après, de nouveaux modélistes souhaitent pouvoir construire leurs ailes tout plastique, sans devoir investir dans un moule. Ils trouveront dans cet article les bases issues de notre expérience. Notre seul but est de procurer des bases saines et parfaitement reproductibles avec un minimum de contraintes. Attention, minimum de contrainte ne signifie pas «à la va vite» et sans soin ni rigueur. Il est probable que d’autres techniques et tours de mains soient tout aussi valables. L’expérience nous a permis de valider les solutions les plus efficaces. L’outillage essentiel et indispensable reste économique. Pour espérer mener à bien ce genre de réalisation, l’organisation du chantier est une base incontournable, donc à ne pas négliger.
Une aile plastique n’est pas forcément creuse. Réalisée en moule il est simplement plus facile de la faire creuse. Nous en avons réalisé pour la compétition en plaine. En vol sauvage les ailes creuses résistent mal aux posés tous terrains! Restons en donc à nos ailes tout plastique sur noyau plein, plus facilement réparables.
Cet article est issu d’un aide mémoire réalisé pour nos récents stages de formation organisés en 2007 et 2008 et 2015.
Un montage photo a été réalisé par un participant aux séminaires: il est visible ici: http://aero-auto-rc.pagesperso-orange.fr/construction_aile_composite.html
Il est possible de bénéficier d’une intervention si un groupe motivé se constitue.
Principe :
Il s’agit de réaliser un parement stratifié sur un noyau de polystyrène avec un état de surface garanti par une feuille de matière plastique souple, feuille enlevée au démoulage. Une peau est réalisée par stratification «au contact» de tissu de verre (ou de carbone) sur ce plastique souple. L’ensemble est appliqué sur un noyau de polystyrène découpé au profil de l’aile. La polymérisation du composite s’effectue en forme sur le noyau par mise sous vide partiel. Le bord d’attaque est réalisé par roulage d’un tissu directement sur le bord d’attaque. Il convient donc d’apprendre à maîtriser la découpe du polystyrène au fil chaud, la découpe et la stratification des tissus, la mise sous vide et la peinture au pistolet. Ceci en compléments de quelques techniques de base du modélisme: tracer, scier, découper, poncer, etc.
Les étapes :
1 Le support plastique «Mylar» est découpé selon la projection de la silhouette de l’aile finie. Distinguer pour les profils à forte courbure de la ligne moyenne: intrados (plus étroit) et extrados (plus large) Voir notre astuce pour mouler les saumons selon des courbes non développables ! Support plastique idéal : Mylar de 350 / 375 microns.
2 Le support est ciré, des deux côtés avec une cire de démoulage exempte de silicone. Chiffon doux, laisser évaporer le solvant et lustrer sous reflet de lumière.
3 Une peinture de décoration est appliquée sur la feuille plastique : bombe aérosol ou mieux, pistolet basse pression. Bien adapter la buse et la fluidité de la peinture selon que l’on travaille au pistolet ou en basse pression. Risque de couche non uniforme ou trop épaisse. Un fond de gris ou de blanc avant résine unifie et opacifie l’ensemble) Séchage complet de la peinture. La feuille sera immobilisée avec des tampons de double face, pour éviter qu’elle ne glisse sous l’action du pistolet. Peinture acrylique ou mieux PU bi-composants: faire des tests d’adhésion de la résine sur la PU. Les peinture mat permettent une meilleure adhérence de la résine et restent lisses et brillantes à l’extérieur par l’action du plastique faisant office de moule.
Pistolet basse pression : Dilution à 50% (1/1) buse 1mm, mais débit très faible : très fin brouillard. L’air chaud facilite l’évaporation et la prise de la peinture.
En bombe, couches très fines avec temps de séchage entre les couches. sinon le solvant reste prisonnier et la peinture reste collée au mylar…
4 Découpe du noyau : Extrados puis intrados, selon la méthode maîtrisée: gabarits ou machine automatique par gravité ou C.N.C.
Ne pas tenir compte du retrait dû à la fonte du polystyrène, qui sera compensée par l’épaisseur du coffrage. Le bord de fuite des gabarits doit être tangent à la ligne de courbure moyenne. Couper à la roulette, les fils de polystyrène. Poncer le bord d’attaque. Bien enlever les fils de polystyrène avec un tampon de mousse ou à la main. Polystyrène extrudé obligatoire 30kg m3 Isolation sol ou roofmat.
5 Découpe du canal des fils de servo:

5.1 Lame de scie à métaux. Fil posé et rebouchage avec balsa tendre de 15/10. Ponçage (Polyfila sans ponçage !).
5.2 Trou avec outil de chauffe adapté et canon de perçage solidaire du chantier.
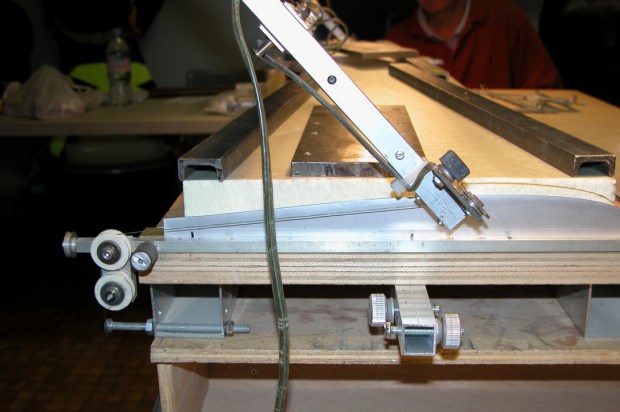
5.3 Si faut longeron, canal creusé à la toupie manuelle ou plus simple, la rainureuse ci dessus. (voir section outillage)
6 Découpe de la nervure d’emplanture. Perçage du trou de clef d’aile et des autres inserts, simultanément sur les deux nervures droites et gauches superposées. C.t.p. 20 à 40/10ème.
7 Collage des nervures en place à la colle contact (Scotch 3M77). Colle sans dissolvant. La «UHU POR» convient aussi !
Découpe des tissus :
8 Découpe des tissus en utilisant le gabarit de même dimension que le support de stratification. Utiliser une roulette sur un support manuel. Le plan de découpe sera une feuille de PVC, d’ABS 1mm ou de ctp 5mm, immobilisée au scotch double face sur la table.
9 Les tissus à 45° seront maintenus en forme et en place par du ruban adhésif papier, en ménageant une marge de 2 cm autour du gabarit.
10 Le tissu à 90° est découpé juste (+1cm !). Attention à ne pas le déformer.
11 Découper les cravates et renforts divers selon les besoins (N * tissus fins).
Mise sous vide, préparation :
12 Vérifier le dispositif de drainage d’air constitué d’une feuille plastique support d’un tissu de forçage de plante, collé tout autour sur le plastique support. Ce plastique support peut être micro perforé, mais ce n’est pas obligatoire. Le drainage est indispensable pour avoir un collage effectif sur toute la surface.
13 Poche à vide : Une feuille de pvc souple genre protection de chantier en bon état peut convenir (50 microns mini): éviter la fermeture par soudure. Obturation avec un bourrelet de 1cm de joint acrylique, posé avec un pistolet.

Le vide sera effectué par un raccord constitué d’une valve de chambre à air posé dans un coin de la poche et relié au drainage par du tissu. Les autres méthodes sont approximatives et peu sures. La pompe est issue d’un réfrigérateur régulé par une cloche et un contacteur. Un vacuo-mètre est indispensable. Une dépression de 400mm à 600mm Hg convient assez bien sur du Roofmat 30kg m3.
A adapter au noyau et au mylar (courbure au bord d’attaque)
Stratification :
14 Préparer la résine (Surfclear de Sicomin, 20+10 en volume), bien mélanger et en attente dans une assiette carton pour évacuer la chaleur de la polymérisation et donc retarder celle-ci. Ne mélanger que de petites quantités : 30 à 40g maxi !
15. La feuille plastique sera immobilisée par du «double face». Positionner le tissu à 45° sur la feuille peinte. Le tissu à 45° sera lui-même immobilisé par du ruban adhésif papier sur tout le tour, avant stratification.
16 Imbiber le tissu avec un rouleau mousse selon le sens du fil à 45° par passes croisées dans le sens du fil de chaîne et de trame. Prendre des rouleaux de bonne qualité : ils sont très sollicités. Raclette ou pinceaux peuvent être utilisés si le tissu est serré.
17 Poser le tissu à 90° qui va boire l’excédant de résine (pinceau ou carte plastique).
18 Préparer à nouveau de la résine (20+10 en Surf Clear de Sicomin)
19 Positionner les cravates et renforts éventuels.
20 Compléter en résine la stratification, toujours au rouleau mousse.
21 Renouveler l’opération sur la deuxième face à partir de 14.

22 Bord d’attaque : Une bande de tissu 3cm de large est posée sur le bord d’attaque. Le tissu est immobilisé à la colle contact 3M77en bombe passée avec économie ! L’encollage du tissu et du noyau posés côte à côte sur la table se fait simultanément par une passe légère. Laisser évaporer le solvant avant de rouler le tissu sur le bord d’attaque. Quelques minutes…
23 Stratifier au rouleau mousse ou au pinceau le tissu du bord d’attaque.
23 bis Même opération pour un éventuel longeron stratifié.
Le longeron pour être efficace doit lier intrados et extrados.
Mise sous vide :
24 Poser la contre dépouille intrados sur la feuille pvc.
Ne pas oublier de poser la feuille de drain inférieure entre la feuille de mylar et la poche à vide.
24 Positionner l’intrados puis le noyau puis l’extrados. Les bords de fuite sont réunis par du ruban adhésif. Se référencer sur le bord d’attaque.
25 Vérifier le positionnement du noyau de façon à ce que l’extrados arrive à la verticale du bord d’attaque ou 0,5mm en retrait. L’intrados sera éventuellement positionné 1mm en avant du bord d’attaque de façon à récupérer l’excès de résine chargée. Sinon aligner tout sur le BA du noyau. Immobiliser avec du ruban adhésif. La feuille intrados peut être immobilisée avec du double face fin sur le drain, lui-même fixé sur la feuille de la poche à vide.
26 Positionner le drain supérieur. Intissé (bidim ou tissu de forçage) collé sur une feuille plastique.
27 Vérifier que la poche se referme convenablement sans faut pli important. Une marge de 10cm tout autour facilite cette opération.
28 Positionner le tout entre les deux contres dépouilles. Immobiliser l’ensemble avec des poids. Ceux utilisés pour la découpe conviennent !

29 Etablir un cordon de joint acrylique tout autour de la pièce à presser. Refermer le sac en pressant la face supérieure sur le cordon de joint.

30 Faire le vide partiel en tirant bien sur le sac pour éviter qu’il ne s’insère entre les parements plastique au bord d’attaque. Interrupteur facilement accessible. Attention à ne pas déchirer le sac. Boucher les fuites avec du ruban adhésif. Les fuites font un bruit aigu détectable avec une bonne oreille ou un ampli audio à ultrasons (astuce de pro !).
Polymérisation :
31 Attendre la polymérisation complète 24 h. Une mise à température de 35 à 45°C favorise la polymérisation.
32 Arrêter la pompe et ouvrir le sac en faisant attention à ne pas se blesser ni percer ou déchirer le sac en extrayant le noyau (bavures de fibre de verre très agressives)
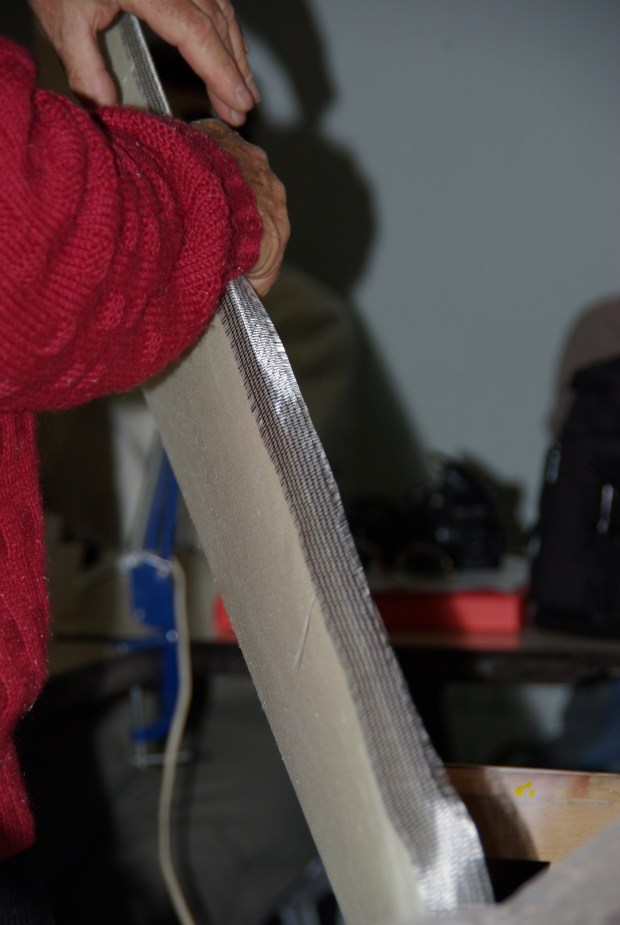
33 Admirer le résultat ;-))
34 Procéder à l’ébavurage en utilisant les contre dépouilles et une protection en dépron, pour ne pas abîmer le parement. Cisaille à main, ponçage papier corindon, masque anti-poussières.
35 Procéder aux finitions : Aileron, collage de tube de clef, soudure fils de servo, etc.
L’atelier :
5 étagères au minimum : Il faut disposer d’étagères assez larges pour poser les feuilles support de stratification, les noyaux, les feuilles de tissus de verre préparées.
La table de travail doit être très stable lors de la découpe des noyaux.
La découpe du tissu à 45° demande une table de grandes dimensions : Table de ping-pong avec support de découpe à la roulette en pvc épais (1mm).
L’éclairage doit être suffisant sans chauffer.
La température doit être de 18°à 20° maxi lors de la stratification. La polymérisation est favorisée par une température de 25 à 30° A 45° pendant 10 heures on gagne 30% de robustesse. Vrai aussi pour les fuselages.
La cabine de peinture doit être aérée. Le pistolet basse pression doit avoir une puissance d’au moins 600W. Dilution de la peinture 1 pour 1. Faire fonctionner le compresseur, de façon à chauffer l’air pour faciliter l’évaporation du solvant. Nettoyage à l’eau pour l’acrylique. Porter obligatoirement des gants pour toute manipulation de produits chimiques. Surtout ne pas se laver les mains à l’acétone.
Il est aussi possible d’utiliser certaines bombes de peintures destinées aux tags. Elles sont plus économiques. Là aussi il faut ne passer que des couches très légères pour laisser le solvant s’évaporer.
Renforts :
Jusqu’à 2,5m somme des grammages de tissus 200g = 150 + 50 à 45° pour éviter la torsion. Pas de longeron: Cravate sur 50cm. Si planeur très sollicité: longeron assurant la liaison entre l’extrados et l’intrados, pour éviter le délaminage. Au delà et pour la compétition: longeron en fibre de carbone. IPN: âme avec deux semelles de carbone à l’épaisseur maxi du profil. Beaucoup d’autres méthodes existent selon l’approvisionnement en matériaux.
Tubes de clef ronde collés dans le Rooofmat. PU ou résine expansive.
Maintenir les ailes dans les dépouilles entre deux planches et serre-joints pour éviter le gonflement par la colle PU.
Si clefs d’ailes plates, utiliser un renfort en c.t.p. ou noyer le tube plat dans l’âme du longeron.
Si cette technique de stratification d’ailes sans moule permet la réalisation de prototypes, l’utilisation de moules permet une meilleure reproductibilité, mais c’est une autre histoire. Ci-dessous mes moules d’ailes pour les Quartz et le Troll.
Le Sylphe bénéficie aussi de cette technique.

